




Описание
S65/S150 три-валец, лабораторная краска, шламовый шлифовальный горизонтальный нано-песок мельница
Храктеристика устройства классификация:
S65 S150 S260 S65 (обновленная легированная сталь) S150 (обновленная легированная сталь) S260 (обновленная легированная сталь) 1 пара детских хлопковых колготок, перегородки Горизонтальный nano песчанная молка Для нестандартной настройки, пожалуйста, свяжитесь со службой поддержки клиентов
Характеристики
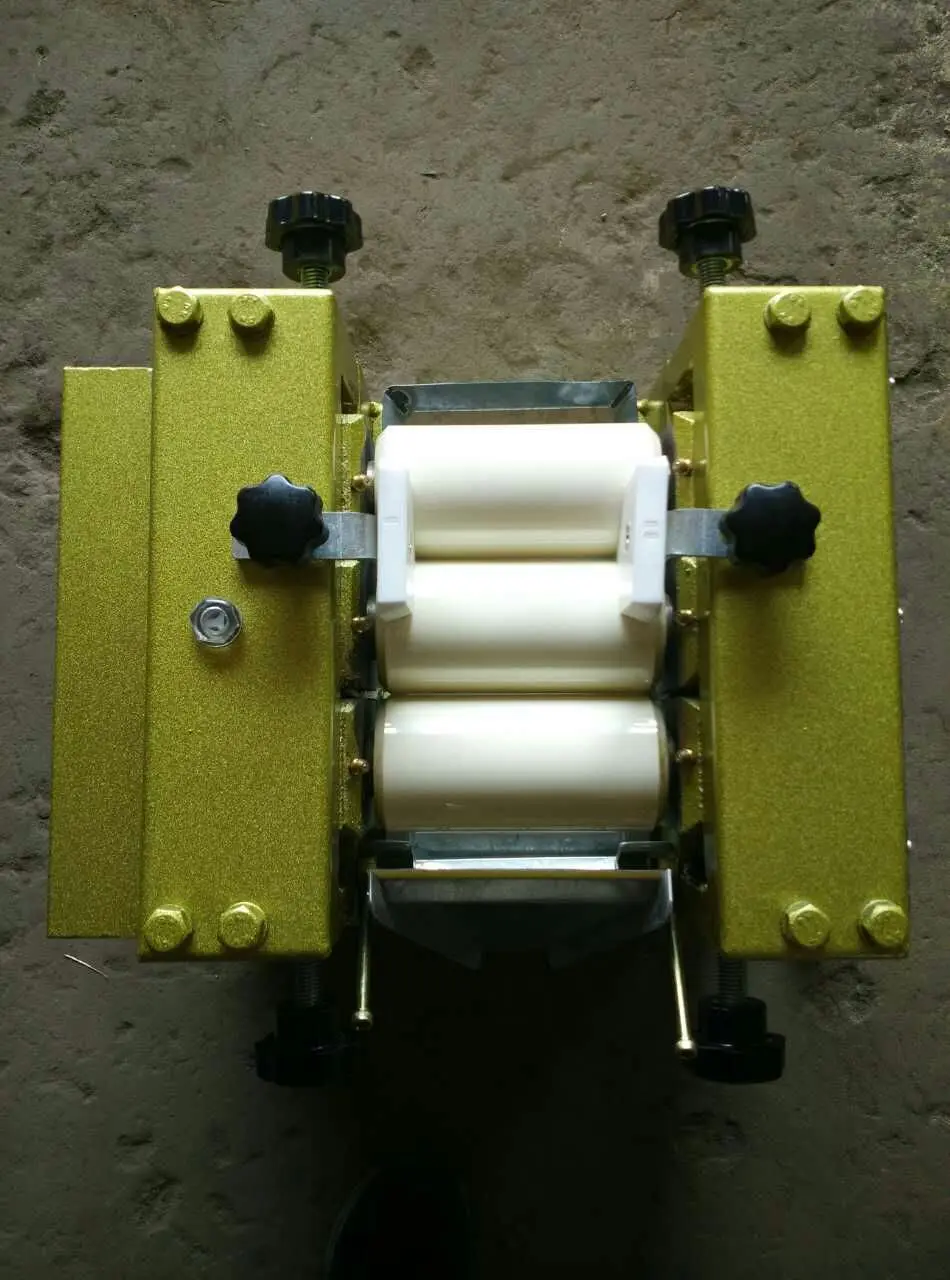
Трехроликовая шлифовальная машина в основном используется для измельчения различных красок, чернил, пигментов, пластмасс и других паст. Он особенно подходит для измельчения продуктов с высокой дисперсией и мелким размером частиц. Машина достигает эффекта шлифовки, взаимно нажимая поверхность трех горизонтальных роликов и натирая на различных скоростях.
SG серии маленький костюм из трех роликовая шлифовальная машина широко используется в научно-исследовательских, тестирования, разработки и микро-ввод в эксплуатацию продукции химической промышленности, таких как краска, резина, без свинца, без сердечника, кожа, медицина, продукты питания, косметика и изоляционные материалы. Дисперсия, эмульсия, гомогенизация, цвет и другие функции. Это обеспечивает однородное перемешивание сырья. Поверхность стального барабана термо распыляется порошком из никелевого сплава в биметаллический охлажденный сплав с высокой твердостью, ударопрочностью и износостойкостью. Система передачи принимает многорядную цепь мягкого запуска, высокая эффективность передачи, стабильная работа и отсутствие шума. Линейный ручной винт Отрегулируйте расстояние между роликами, простой и точный, простой в эксплуатации.
Три ролика мельница имеет три ролика, установленный на железной раме с центром в прямой линии. Можно установить горизонтально или слегка наклонно. Эффект шлифовки достигается путем взаимно сдавливания поверхностей трех горизонтальных рулонов и трения на различных скоростях. Стальной барабан может быть полым и охлажденным водой. Материал добавляется между промежуточным рулоном и задним рулоном. Так как три ролика вращаются в разных направлениях (скорость увеличивается последовательно от задней до передней), производится хорошее шлифовальное действие. Материал заземлен и скребок, размещенный перед передним роликом.
Как правило, ролик трехроликовой мельницы изготовлен из охлажденного твердого легированный чугун, а твердость поверхности выше HS70°. Диаметр ролика мелко заземлен и мелкий, что может сделать шлифовку тонкости материала достигать около 15мкм. Может производить ровные и качественные продукты. SM405, SM315, SM260 три ролика для массового производства, SM160, SM120, SM65 для небольшой партии или лабораторного использования.
1 (подготовка)
1. Проверьте, является ли положение и блокировка каждого элемента нормальным. Заполните смазочное масло в соответствии с иллюстрацией и включите питание.
2. Отрегулируйте переднее, заднее, левое и правое колеса, чтобы узнать, является ли роликовая связь нормальной.
3, снимите Поверхность ролика. Грязные: протрите мягкой бумагой или чистой хлопковой нитью, расслабьте стопперную пластину.
4. Отрегулируйте передние и задние ролики и промежуточный валик до зазора 0,5 мм, затем включите питание и пропустите в течение 1-2 минут.
2, на работе
1. после начала работы Отрегулируйте зазор между средними и задними роликами: 0,3 мм, нажмите на защитная пластина, добавьте шламовый раствор правильно, визуально Измерьте глубину цвета, настройте задний ролик, сделайте его равномерно покрытым валиком и зафиксируйте его. Fix гайку.
2. Отрегулируйте переднее роликовое ручное колесо одновременно, так что передний ролик медленно контактирует промежуточный валик. После того, как поверхность ролика равномерно окрашена, зафиксируйте фиксирующую гайку, затем Отрегулируйте угол пластины материала, чтобы она мягко нажималась на поверхность ролика. Разряда равномерно. Проверьте однородность разрядки и размер частиц готового продукта, и продолжайте тонкую настройку передних и задних рулонов до тех пор, пока Размер готового продукта не достигнет заранее определенных требований. Скребок должен быть возвращен вовремя до и после.
3, после остановки работы
Очистите покрытие вовремя, протрите ролик и связанные с ним части, расслабьте скребок и фиксатор, нанесите небольшое количество масла, а затем накройте вощеную бумагу.
4; Советы по уходу
1. Поверхность рулонного цилиндра строго не трогает и царапает. В рулоне строго не допускается ввод всех видов металлических предметов и твердых мусора.
2, Диапазон рабочей температуры баллона: обычный тип:-5 ° C ~ 100 ° C
Тип нагрева: 20 ° C ~ 220 ° C
3, ролик и ролик в нормальном рабочем времени: диапазон зазора: (ссылка) средний и задний зазор ролика: 0,02 ~ 0,25 мм; средний и передний зазор ролика: 0,01 ~ 0,25 мм
4. Пиковый угол перегородки строго не допускается. При регулировке давление контакта с поверхностью рулона должно быть приемлемым. Если контакт неровный, то есть феномен вспышки, и арочная поверхность перегородки может быть потерта.
Принцип работы:
Эффект шлифовки достигается путем взаимно сдавливания поверхностей трех горизонтальных рулонов и трения на различных скоростях. Ролик трехроликовой мельницы изготовлен из охлажденного твердого легированный чугун, а твердость поверхности выше HS70°. Диаметр ролика тонко Заземленный и тонкий, что может сделать шлифовку тонкости материала достигать 15мкм, так что он может производить равномерное и изящное высококачественное изделие. Трехроликовая шлифовальная машина-устройство для шлифования и дисперсии материалов высокой вязкости. В основном используется для измельчения различных жидких паст и пасты, таких как краски, чернила, пигменты, пластмассы, косметика, мыло, керамика и резина.
Техническое обслуживание:
После трех лет непрерывного использования трехроликовой шлифовальной машины рекомендуется осуществить ремонт, удаление и мытье стиральных частей, заменить чистым смазочным маслом, и тщательно проверьте гладкость цепи масла. Когда проблема обнаружена в стирке и разгрузке, ее следует отремонтировать вовремя. Ролик был обнаружен деформированным во время использования и должен быть остановлен и восстановлен. Если ролик носится слишком сильно, а диаметр ролика меньше требуемого значения, передача будет затянута, и ролики будут иметь зазоры между ними. Шестерня должна быть исправлена.
Перед установкой необходимо тщательно откорректировать передний край лопасти. Затвор гладкий и никаких заусенцев и трещин не допускается. После того, как лезвие короткое, потайные винты могут быть отсоединены и удалены.
Меры предосторожности
Первое:
1. Средняя часть ролика тонкая, а концы толстые. Он может выступать в середине ролика. Необходимо увеличить количество охлаждающей воды.
2. Краска на обоих концах барабана тонкая, средняя краска толстая, необходимо отрегулировать количество охлаждающей воды.
3. Не используйте Охлаждающую воду. Не езды на автомобиле.
4. В середине два ролика для раздвижных дверей, не допускается вход в инородные предметы (например, металлические блоки). Если вы случайно входите в зарубежные предметы, удалите их аварийной остановкой, в противном случае поверхность роликов будет раздавлена или другие части будут повреждены.
5, следует обратить внимание, чтобы отрегулировать передние и задние зазоры ролика в любое время, из-за линейного расширения ролика, случайно, легко просеивать при работе, И даже мотор является случайным.
6. Зубчатое колесо не может быть сдавлено слишком плотно, добавьте смазочное масло в любое время (можно растворить в краске), в противном случае он будет очень быстро изнашиваться.
7. Обратите внимание, что температура подшипника на обоих концах ролика, как правило, не превышает 100 °C.
Во-вторых:
1. Проверьте источник питания перед операцией, является ли кнопка переключения нормальной, охлаждается ли Циркулирующая вода или нет, и она может быть включена, если все нормально.
2, следует обратить внимание на ненормальность в операции, следует немедленно остановить.
3. Канистра для бензина должна быть зафиксирована во время эксплуатации, чтобы избежать разлива масла.
4. Оператору всегда следует обратить внимание на наличие какого-либо мусора на ролике, и если его следует немедленно остановить, чтобы не повлиять на качество и аварию.
5. Когда операторы хотят оставить почту, кто-то должен быть на месте.
6. Если производство закончено, очистите ролик и очистите окружающую среду вовремя, и выключите соответствующий выключатель питания.
7, правила заводской инспекции
1. Каждый трехроликовый шлифовальный станок должен пройти проверку инспекционным отделом производителя и быть подкреплен сертификатом соответствия перед выходом из завода.
2. Каждый трехроликовый шлифовальный станок должен быть подвержен испытанию без нагрузки в течение 30 мин при номинальной скорости перед выходом из завода. Продукт должен соответствовать следующим требованиям.
1. Машина работает нормально и плавно, и не должно быть аномального звука. Устройство управления гибкое и надежное.
2. Соединительные детали и крепежи не должны быть свободными.
3, серийное производство продукции, по крайней мере, два образца должны быть проверены каждый год, в соответствии с условиями JB/T9820.3, результаты должны соответствовать требованиям 3,4.
4. Когда заказ принимает продукт, он проверяется и принимается в соответствии с настоящим стандартом. Если он не является квалифицированным, он должен быть передан производителю для повторного представления и принятия. При условии, что блок пользователя соответствует инструкции, указанной изготовителем, изготовитель должен отремонтировать, замените и верните продукт, если повреждение происходит из-за низкого качества производства в течение одного года с даты покупки.
5, качество краски должно быть Протестировано в соответствии с JB/T5673.
В-третьих, знаки, упаковка, транспортировка и хранение
1. Каждый трехроликовый шлифовальный станок должен зафиксировать этикетку продукта в явном положении. Вывеска должна соответствовать требованиям GB/T13306. Вывеска должна быть отмечена следующим образом:
A), Название производителя
B), название продукта и модель
C), скорость вращения шпинделя; гидравлический трехроликовый
D), производительности
Е), поддерживающая мощность
F), вес машины
G), номер производства продукции
H), дата производства.
2. Отметьте направление вращения ротора с красной стрелкой в видимом положении корпуса.
3, три-валец должны быть упакованы и отправлены, упаковка должна быть удобен при транспортировке, и, что продукт не поврежден.
4. Аксессуары (запасные части и инструменты), поставляемые с продуктом, должны быть завершены.
5. К каждому товару должны быть приложены следующие документы:
A), упаковочный лист
B), сертификат проверки качества продукции
В), руководство по эксплуатации продукта
D), ответы на вопросы пользователей.
6. Все документы запечатаны в пластиковых пакетах и закреплены в коробке.
7, три-валец должны храниться в влагонепроницаемый, защита от дождя объекта.
Смазка и инструкциями по техническому обслуживанию
У нас три-валец зубчатая передача использует закрытые структуру смазки, если вы хотите сделать промышленное снаряжение смазки, добавляемые фюзеляжа стандарт масла должны иметь преимущественную силу, половина может быть использован для предотвращения смазочного масла брызг.
B. После работы машины в течение 120 часов, необходимо добавить смазочное масло в сопло приводного вала. При добавлении рекомендуется использовать смазочный пистолет.
С, маховик управления скоростью, быстрый и медленный роликовый подшипник и другие части должны быть заполнены смазочным маслом в любое время, чтобы избежать износа шестерни.
Параметры продукта:
Характеристики
- Материалы для самостоятельного изготовления
- Электрический
- Model
- S65, S150
- Applicable material
- widely
- application area
- widely
- Batch processing
- 1 (L)
- Driving power
- 0.75 (KW)
- Basket capacity
- 1 (L)
- Medium size
- Explanation (mm)
- Trip
- Explanation (mm)
- Outline size
- 0.5 (m)
Сопутствующие товары







15 916 руб.


